
ზუსტი წარმოების სფეროში გავრცელებული მცდარი წარმოდგენაა, რომ „უფრო მაღალი სიმკვრივე = უფრო ძლიერი სიმტკიცე = უფრო მაღალი სიზუსტე“. გრანიტის ფუძემ, 2.6-2.8 გ/სმ³ სიმკვრივით (7.86 გ/სმ³ თუჯისთვის), მიაღწია სიზუსტეს, რომელიც აღემატება მიკრომეტრების ან თუნდაც ნანომეტრების სიზუსტეს. ამ „საწინააღმდეგო“ ფენომენის უკან იმალება მინერალოგიის, მექანიკისა და დამუშავების ტექნიკის ღრმა სინერგია. ქვემოთ მოცემულია მისი სამეცნიერო პრინციპების ანალიზი ოთხი ძირითადი განზომილებიდან.
1. სიმკვრივე ≠ სიმტკიცე: მასალის სტრუქტურის გადამწყვეტი როლი
გრანიტის „ბუნებრივი თაფლისებრი“ კრისტალური სტრუქტურა
გრანიტი შედგება მინერალური კრისტალებისგან, როგორიცაა კვარცი (SiO₂) და ფელდშპატი (KAlSi₃O₈), რომლებიც მჭიდროდ არიან დაკავშირებული იონური/კოვალენტური ბმებით და ქმნიან ურთიერთდაკავშირებულ თაფლისებრ სტრუქტურას. ეს სტრუქტურა მას უნიკალურ თვისებებს ანიჭებს:

შეკუმშვის სიმტკიცე შედარებადია თუჯის სიმტკიცესთან: აღწევს 100-200 მპა-ს (ნაცრისფერი თუჯის შემთხვევაში 100-250 მპა), მაგრამ ელასტიურობის მოდული უფრო დაბალია (70-100 გპა თუჯის შემთხვევაში 160-200 გპა-ს წინააღმდეგ), რაც იმას ნიშნავს, რომ ძალის ზემოქმედების ქვეშ ნაკლებია პლასტიკური დეფორმაციის განცდის ალბათობა.
შინაგანი სტრესის ბუნებრივი გამოთავისუფლება: გრანიტმა გეოლოგიური პროცესების ასობით მილიონი წლის განმავლობაში დაბერება განიცადა და შინაგანი ნარჩენი სტრესი ნულს უახლოვდება. თუჯის გაგრილებისას (გაგრილების სიჩქარით > 50℃/წმ), წარმოიქმნება 50-100 მპა-მდე მაღალი შინაგანი სტრესი, რომლის აღმოფხვრა ხელოვნური გახურებით არის საჭირო. თუ დამუშავება საფუძვლიანი არ არის, ხანგრძლივი გამოყენებისას ის მიდრეკილია დეფორმაციისკენ.
2. თუჯის „მრავალდეფექტიანი“ ლითონის სტრუქტურა
თუჯი არის რკინა-ნახშირბადის შენადნობი და მას აქვს ისეთი დეფექტები, როგორიცაა გრაფიტის ფანტელები, ფორები და შიგნით შეკუმშვის ფორიანობა.
გრაფიტის ფრაგმენტაციის მატრიცა: ფანტელებიანი გრაფიტი შიდა „მიკრობრაკების“ ეკვივალენტურია, რაც თუჯის ფაქტობრივი დატვირთვის მატარებელი ფართობის 30%-50%-ით შემცირებას იწვევს. მიუხედავად იმისა, რომ შეკუმშვის სიმტკიცე მაღალია, მოხრის სიმტკიცე დაბალია (შეკუმშვის სიმტკიცის მხოლოდ 1/5-1/10) და ადგილობრივი დაძაბულობის კონცენტრაციის გამო მიდრეკილია ბზარების გაჩენისკენ.
მაღალი სიმკვრივე, მაგრამ მასის არათანაბარი განაწილება: თუჯი შეიცავს 2%-დან 4%-მდე ნახშირბადს. ჩამოსხმის დროს ნახშირბადის ელემენტების სეგრეგაციამ შეიძლება გამოიწვიოს სიმკვრივის ±3%-იანი რყევები, მაშინ როდესაც გრანიტს აქვს მინერალური განაწილების ერთგვაროვნება 95%-ზე მეტი, რაც უზრუნველყოფს სტრუქტურულ სტაბილურობას.
მეორეც, დაბალი სიმკვრივის სიზუსტის უპირატესობა: სითბოს და ვიბრაციის ორმაგი ჩახშობა
თერმული დეფორმაციის კონტროლის „თანდაყოლილი უპირატესობა“
თერმული გაფართოების კოეფიციენტი მნიშვნელოვნად განსხვავდება: გრანიტი 0.6-5×10⁻⁶/℃-ია, ხოლო თუჯი 10-12×10⁻⁶/℃. მაგალითად ავიღოთ 10 მეტრიანი ფუძე. როდესაც ტემპერატურა 10℃-ით იცვლება:
გრანიტის გაფართოება და შეკუმშვა: 0.06-0.5 მმ
თუჯის გაფართოება და შეკუმშვა: 1-1.2 მმ
ეს განსხვავება გრანიტს თითქმის „ნულოვან დეფორმაციას“ ხდის ზუსტად კონტროლირებად ტემპერატურაზე დაფუძნებულ გარემოში (მაგალითად, ნახევარგამტარული სახელოსნოში ±0.5℃), მაშინ როდესაც თუჯს დამატებითი თერმული კომპენსაციის სისტემა სჭირდება.
თბოგამტარობის სხვაობა: გრანიტის თბოგამტარობა 2-3W/(m · K)-ია, რაც თუჯის თბოგამტარობის მხოლოდ 1/20-1/30-ია (50-80W/(m · K)). აღჭურვილობის გათბობის სცენარებში (მაგალითად, როდესაც ძრავის ტემპერატურა 60℃-ს აღწევს), გრანიტის ზედაპირის ტემპერატურის გრადიენტი 0.5℃/მ-ზე ნაკლებია, მაშინ როდესაც თუჯის ტემპერატურამ შეიძლება 5-8℃/მ-ს მიაღწიოს, რაც იწვევს არათანაბარ ლოკალურ გაფართოებას და გავლენას ახდენს გიდის ლიანდაგის სისწორეზე.
2. ვიბრაციის ჩახშობის „ბუნებრივი დემპინგის“ ეფექტი
მარცვლის შიდა საზღვრის ენერგიის გაფანტვის მექანიზმი: გრანიტის კრისტალებს შორის მიკრო-მოტეხილობები და მარცვლის საზღვრის სრიალი სწრაფად აფანტავს ვიბრაციის ენერგიას, 0.3-0.5-ის ტოლი ჩაქრობის კოეფიციენტით (ხოლო თუჯის შემთხვევაში ეს კოეფიციენტი მხოლოდ 0.05-0.1-ია). ექსპერიმენტი აჩვენებს, რომ 100 ჰერცის ვიბრაციის დროს:
გრანიტის ამპლიტუდის 10%-მდე დაშლას 0.1 წამი სჭირდება.
თუჯის დამზადებას 0.8 წამი სჭირდება
ეს განსხვავება საშუალებას აძლევს გრანიტს მყისიერად სტაბილიზაცია მოახდინოს მაღალსიჩქარიან მოძრავ აღჭურვილობაში (მაგალითად, საფარის თავის 2 მ/წმ სკანირება), რითაც თავიდან აიცილებს „ვიბრაციის კვალის“ დეფექტს.
ინერციული მასის უკუეფექტი: დაბალი სიმკვრივე ნიშნავს, რომ მასა იმავე მოცულობაში უფრო მცირეა და მოძრავი ნაწილის ინერციული ძალა (F=ma) და იმპულსი (p=mv) უფრო დაბალია. მაგალითად, როდესაც 10 მეტრიანი გრანიტის პორტის ჩარჩო (წონით 12 ტონა) აჩქარებულია 1.5G-მდე თუჯის ჩარჩოსთან (20 ტონა) შედარებით, მამოძრავებელი ძალის მოთხოვნა მცირდება 40%-ით, მცირდება დაწყებიდან გაჩერების დარტყმა და პოზიციონირების სიზუსტე კიდევ უფრო უმჯობესდება.

III. გარღვევა „სიმკვრივისგან დამოუკიდებელი“ დამუშავების ტექნოლოგიის სიზუსტეში
1. ულტრაზუსტი დამუშავებისადმი ადაპტირება
დაფქვისა და გაპრიალების „კრისტალური დონის“ კონტროლი: მიუხედავად იმისა, რომ გრანიტის სიმტკიცე (მოჰსის შკალით 6-7) უფრო მაღალია, ვიდრე თუჯის (მოჰსის შკალით 4-5), მისი მინერალური სტრუქტურა ერთგვაროვანია და მისი ატომურად მოცილება შესაძლებელია ბრილიანტის აბრაზივით + მაგნიტორეოლოგიური გაპრიალებით (ერთჯერადი გაპრიალების სისქე < 10 ნმ), ხოლო ზედაპირის უხეშობამ Ra შეიძლება მიაღწიოს 0.02μm-ს (სარკის დონე). თუმცა, თუჯში გრაფიტის რბილი ნაწილაკების არსებობის გამო, დაფქვის დროს შესაძლებელია „გახეხვის ეფექტის“ წარმოქმნა და ზედაპირის უხეშობა ძნელია Ra 0.8μm-ზე დაბალი იყოს.
CNC დამუშავების „დაბალი დაძაბულობის“ უპირატესობა: გრანიტის დამუშავებისას ჭრის ძალა თუჯის ძალის მხოლოდ 1/3-ია (მისი დაბალი სიმკვრივისა და მცირე ელასტიურობის მოდულის გამო), რაც საშუალებას იძლევა მიღწეულ იქნას უფრო მაღალი ბრუნვის სიჩქარე (წუთში 100,000 ბრუნი) და მიწოდების სიჩქარე (5000 მმ/წთ), რაც ამცირებს ხელსაწყოს ცვეთას და ზრდის დამუშავების ეფექტურობას. ხუთღერძიანი დამუშავების კონკრეტული შემთხვევა აჩვენებს, რომ გრანიტის მიმმართველი რელსების ღარების დამუშავების დრო 25%-ით ნაკლებია თუჯის ღარებთან შედარებით, ხოლო სიზუსტე გაუმჯობესებულია ±2μm-მდე.
2. განსხვავებები შეკრების შეცდომების „კუმულაციურ ეფექტში“
კომპონენტის წონის შემცირების ჯაჭვური რეაქცია: ისეთი კომპონენტები, როგორიცაა ძრავები და დაბალი სიმკვრივის ფუძეებთან შეწყვილებული გამტარი რელსები, შეიძლება ერთდროულად შემსუბუქდეს. მაგალითად, როდესაც ხაზოვანი ძრავის სიმძლავრე 30%-ით მცირდება, მისი სითბოს გამომუშავება და ვიბრაციაც შესაბამისად მცირდება, რაც ქმნის „გაუმჯობესებული სიზუსტის - შემცირებული ენერგიის მოხმარების“ დადებით ციკლს.
ხანგრძლივი სიზუსტის შენარჩუნება: გრანიტის კოროზიისადმი მდგრადობა თუჯის მდგრადობასთან შედარებით 15-ჯერ აღემატება (კვარცი მდგრადია მჟავა და ტუტე ეროზიის მიმართ). ნახევარგამტარული მჟავა ნისლის გარემოში, 10 წლიანი გამოყენების შემდეგ ზედაპირის უხეშობის ცვლილება 0.02μm-ზე ნაკლებია, მაშინ როდესაც თუჯი ყოველწლიურად საჭიროებს დაფქვას და შეკეთებას, ±20μm კუმულაციური შეცდომით.
IV. სამრეწველო მტკიცებულება: დაბალი სიმკვრივის ≠ დაბალი შესრულების საუკეთესო მაგალითი
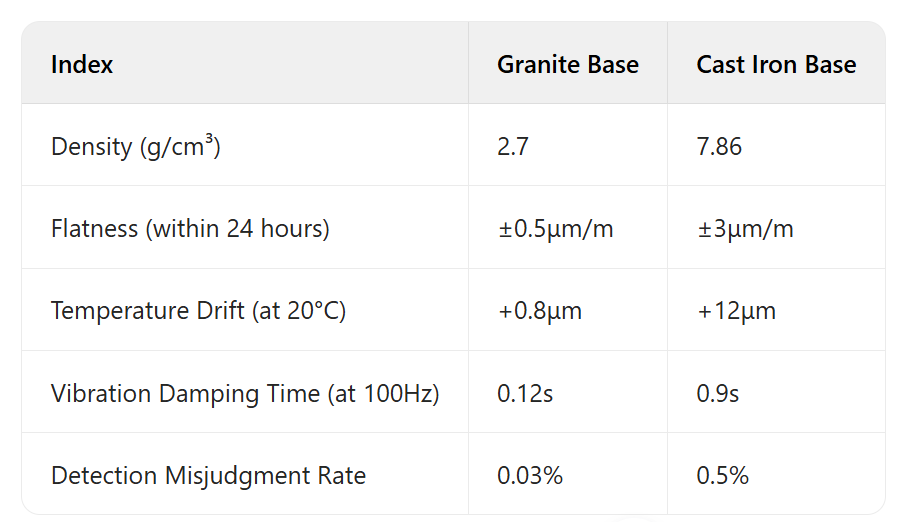
ნახევარგამტარული ტესტირების მოწყობილობა
გარკვეული ვაფლის შემოწმების პლატფორმის შედარების მონაცემები:
2. ზუსტი ოპტიკური ინსტრუმენტები
NASA-ს ჯეიმს ვების ტელესკოპის ინფრაწითელი დეტექტორის სამაგრი გრანიტისგან არის დამზადებული. სწორედ მისი დაბალი სიმკვრივის (თანამგზავრის დატვირთვის შემცირება) და დაბალი თერმული გაფართოების (სტაბილურობა -270℃ ულტრადაბალ ტემპერატურაზე) გამოყენებით არის უზრუნველყოფილი ნანოდონის ოპტიკური გასწორების სიზუსტე, ხოლო დაბალ ტემპერატურაზე თუჯის მყიფეობის რისკი აღმოიფხვრება.
დასკვნა: „საღი აზრის საწინააღმდეგო“ ინოვაცია მასალათმცოდნეობაში
გრანიტის ფუძეების სიზუსტის უპირატესობა არსებითად მდგომარეობს მასალის ლოგიკურ გამარჯვებაში „სტრუქტურული ერთგვაროვნება > სიმკვრივე, თერმული დარტყმის სტაბილურობა > მარტივი სიმტკიცე“. მისი დაბალი სიმკვრივე არა მხოლოდ არ გახდა მისი სუსტი წერტილი, არამედ მან მიაღწია სიზუსტის ნახტომს ისეთი ზომების მეშვეობით, როგორიცაა ინერციის შემცირება, თერმული კონტროლის ოპტიმიზაცია და ულტრაზუსტი დამუშავებისადმი ადაპტაცია. ეს ფენომენი ავლენს ზუსტი წარმოების ძირითად კანონს: მასალის თვისებები წარმოადგენს მრავალგანზომილებიანი პარამეტრების ყოვლისმომცველ ბალანსს და არა ერთი ინდიკატორების მარტივ დაგროვებას. ნანოტექნოლოგიისა და მწვანე წარმოების განვითარებასთან ერთად, დაბალი სიმკვრივის და მაღალი ხარისხის გრანიტის მასალები ხელახლა განსაზღვრავს „მძიმე“ და „მსუბუქი“, „ხისტი“ და „მოქნილი“ ტიპის ინდუსტრიულ აღქმას, რაც ახალ გზებს ხსნის მაღალი დონის წარმოებისთვის.

გამოქვეყნების დრო: 2025 წლის 19 მაისი