
ნახევარგამტარების წარმოების მაღალი ფსონების სამყაროში სიზუსტე მხოლოდ მიზანი არ არის; ეს გადარჩენის ვალუტაა. რადგან ჩიპები ნანომეტრულ მასშტაბებამდე მცირდება, მათი შექმნისთვის პასუხისმგებელი დანადგარები - ლითოგრაფიული საფეხურები, ვაფლის სკანერები და მეტროლოგიური ხელსაწყოები - ურყევი სტაბილურობით უნდა მუშაობდნენ. ორი ათწლეულის განმავლობაში, ჩვენი კომპანია ამ ინდუსტრიის სათავეში იდგა და ინჟინერიის ამ საოცრებების - მაღალი ხარისხის ზუსტი გრანიტის კომპონენტების - ფუნდამენტურ საფუძველს უქმნიდა.
თუმცა, ჩვენი პარტნიორობის გზა წამყვან გლობალურ ნახევარგამტარული აღჭურვილობის მწარმოებელთან (OEM) ავლენს, რომ ჩვენი ღირებულება უბრალოდ ქვის მიწოდებას სცილდება. ეს არის ისტორია იმისა, თუ როგორ შეუძლია ღრმა საინჟინრო ექსპერტიზას და მასალების ინდივიდუალურად შეკვეთით გადაწყვეტას რთული ოპერაციული სირთულეების გადაჭრა. ეს კვლევა დეტალურად აღწერს, თუ როგორ ვითანამშრომლეთ ამ კლიენტთან კრიტიკული პრობლემის - კალიბრაციის გადაჭარბებული დროის - გადასაჭრელად და მივაღწიეთ განსაცვიფრებელ 40%-იან შემცირებას, რითაც გაუმჯობესდა მათი გამტარუნარიანობა და საიმედოობა.
გამოწვევა: დრიფტისა და შეფერხების მაღალი ღირებულება
ჩვენი კლიენტი, ვაფლების დამზადების აღჭურვილობის წამყვანი მიმწოდებელი, მუდმივი გამოწვევის წინაშე აღმოჩნდა მათი უახლესი თაობის მაღალი გამტარუნარიანობის მეტროლოგიური ხელსაწყოების გამოყენებასთან დაკავშირებით. ეს მანქანები, რომლებიც შექმნილია ვაფლების მიკროსკოპული დეფექტების შესამოწმებლად, ეყრდნობოდნენ რთულ მოძრაობის სისტემებს სენსორების ნანომეტრიული სიზუსტით განსათავსებლად.
მტკივნეული წერტილი: კალიბრაციის დრო
ელექტრონიკისა და პროგრამული უზრუნველყოფის დახვეწილობის მიუხედავად, მანქანები „დრეიფს“ განიცდიდნენ. ქარხნის გარემოს ტემპერატურის რყევისა და მანქანების მიერ შიდა სითბოს გამომუშავების გამო, აღჭურვილობის სტრუქტურული ჩარჩოები უმნიშვნელოდ ფართოვდებოდა და იკუმშებოდა.
ელექტრონიკისა და პროგრამული უზრუნველყოფის დახვეწილობის მიუხედავად, მანქანები „დრეიფს“ განიცდიდნენ. ქარხნის გარემოს ტემპერატურის რყევისა და მანქანების მიერ შიდა სითბოს გამომუშავების გამო, აღჭურვილობის სტრუქტურული ჩარჩოები უმნიშვნელოდ ფართოვდებოდა და იკუმშებოდა.
- შედეგი: სიზუსტის შესანარჩუნებლად, მანქანებს ყოველ 4 საათში ერთხელ „ჰოუმინგის“ ანუ კალიბრაციის ციკლის შესრულება უწევდათ.
- ხანგრძლივობა: თითოეული კალიბრაციის ციკლი დაახლოებით 25 წუთს გაგრძელდა.
- გავლენა: ინდუსტრიაში, სადაც „აღჭურვილობის საერთო ეფექტურობა“ (OEE) დომინანტურია, ყოველ 4 საათში 25 წუთის წარმოების დროის დაკარგვა მიუღებელი იყო. ამან გამოიწვია გამტარუნარიანობის მნიშვნელოვანი დანაკარგები და იმედგაცრუება საბოლოო მომხმარებლებისთვის (ჩიპების დამმზადებლები), რომლებიც 24/7 უწყვეტ მუშაობას ითხოვდნენ.
კლიენტის საინჟინრო გუნდს ეჭვი ჰქონდა, რომ ძირითადი მიზეზი დანადგარის ფუძისა და მოძრავი პორტების სტრუქტურულ სტაბილურობაში იმალებოდა, რომლებიც კომპოზიტური ლითონის შენადნობისგან იყო აგებული. მათ სჭირდებოდათ გადაწყვეტა, რომელიც უზრუნველყოფდა უმაღლეს თერმულ სტაბილურობას მოძრაობის კონტროლის არქიტექტურის სრული რედიზაინის გარეშე.
პრობლემის ფიზიკა: რატომ იყო ლითონი ზღვარი
იმის გასაგებად, თუ რატომ აწყდებოდა კლიენტი კალიბრაციასთან დაკავშირებულ ამ პრობლემებს, ჩვენ უნდა გაგვეანალიზებინა მასალათმცოდნეობა. თავდაპირველი აღჭურვილობის დიზაინში სტრუქტურული ფუძისთვის გამოყენებული იყო შედუღებული ფოლადი და თუჯი. მიუხედავად იმისა, რომ ეს მასალები გამძლეა, მათ მაღალი სიზუსტის გამოყენებისას ორი განსხვავებული ნაკლი აქვთ:
- თერმული გაფართოების მაღალი კოეფიციენტი: იგივე ტემპერატურის ცვლილებისას ფოლადი დაახლოებით ორჯერ მეტად ფართოვდება, ვიდრე გრანიტი. სუფთა ოთახში ტემპერატურის 1°C-ით ცვლილებამაც კი შეიძლება გამოიწვიოს ლითონის ჩარჩოს იმდენად დამახინჯება, რომ დაზიანდეს დანადგარის განლაგება, რაც ხელახალი კალიბრაციის საჭიროებას გამოიწვევს.
- შინაგანი დაძაბულობა: შედუღებული კონსტრუქციები შეიცავს დამზადების პროცესის შედეგად წარმოქმნილ ნარჩენ დაძაბულობას. დროთა განმავლობაში ეს დაძაბულობა თავისით ქრება, რაც იწვევს ჩარჩოს ოდნავ „ცოცვას“ ან დეფორმაციას, რაც კიდევ უფრო უწყობს ხელს გასწორების შეცდომებს.
კლიენტს სჭირდებოდა მასალა, რომელიც იქნებოდა თერმულად ინერტული, განზომილებით სტაბილური და შეძლებდა მაღალსიჩქარიანი ძრავების მიერ წარმოქმნილი ვიბრაციების შთანთქმას. მათ სჭირდებოდათ ზუსტი გრანიტის კომპონენტები.
გამოსავალი: ინდივიდუალური დიზაინის გრანიტის არქიტექტურა
ინდუსტრიაში ჩვენი 20-წლიანი გამოცდილების გამოყენებით, ჩვენმა საინჟინრო გუნდმა შემოგვთავაზა დანადგარის სტრუქტურული ბირთვის ყოვლისმომცველი რეტროფიტი და რედიზაინი. ჩვენ არა მხოლოდ ქვის ბლოკი მივაწოდეთ; ჩვენ შევქმენით სისტემა.
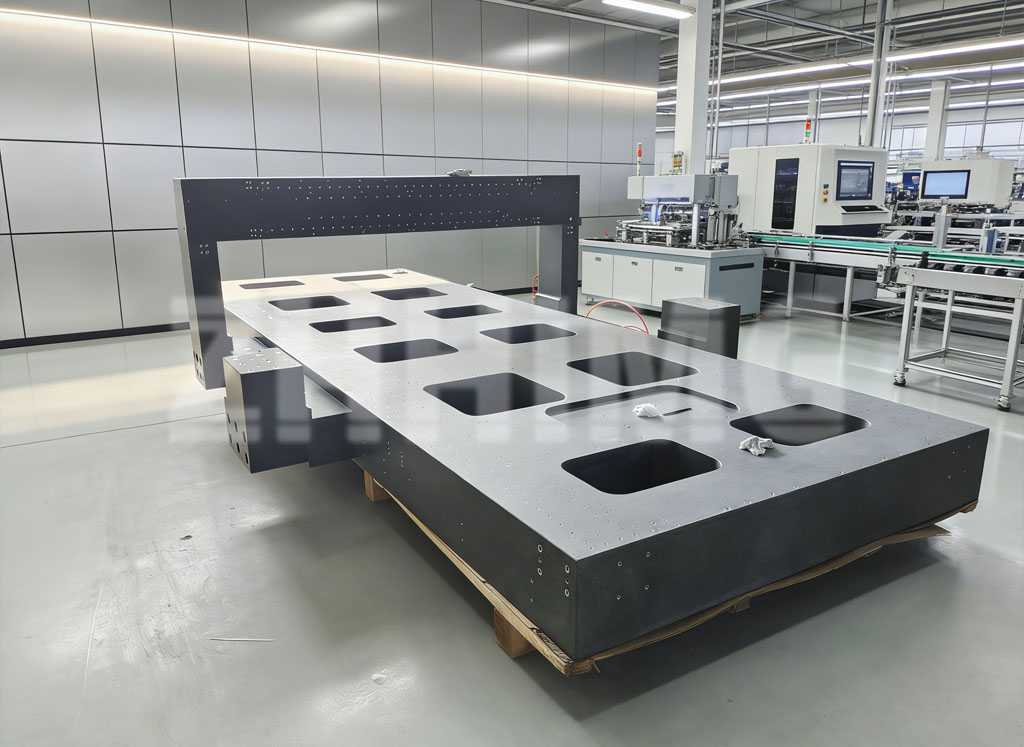
მასალის შერჩევა: „შავი გალაქტიკის“ გრანიტი
ჩვენ შევარჩიეთ ბუნებრივი გრანიტის პრემიუმ კლასი, სპეციალურად მისი წვრილმარცვლოვანი სტრუქტურისა და მაღალი სიმკვრივის გამო. ეს მასალა გვთავაზობდა:
ჩვენ შევარჩიეთ ბუნებრივი გრანიტის პრემიუმ კლასი, სპეციალურად მისი წვრილმარცვლოვანი სტრუქტურისა და მაღალი სიმკვრივის გამო. ეს მასალა გვთავაზობდა:
- დაბალი თერმული გაფართოების მაჩვენებელი: დაახლოებით 5.4 × 10⁻⁶/°C, მნიშვნელოვნად დაბალია, ვიდრე ფოლადი.
- მაღალი დემპინგის უნარი: გრანიტი ვიბრაციას 10-ჯერ უკეთ შთანთქავს, ვიდრე თუჯი, რაც უზრუნველყოფს, რომ ძრავის ხმაური ხელს არ შეუშლის მგრძნობიარე გაზომვებს.
დიზაინის ინოვაცია: „სტრესებისგან თავისუფალი“ გეომეტრია
გრანიტის გამოყენების ერთ-ერთი ყველაზე დიდი რისკი წონა და დამუშავების სირთულეა. ჩვენმა გუნდმა გამოიყენა მოწინავე CAD მოდელირება ფუძის გეომეტრიის ოპტიმიზაციისთვის. ჩვენ შევიმუშავეთ შიდა ნეკნებიანი სტრუქტურები, რომლებიც მაქსიმალურად იზრდებოდა სიმტკიცე და ამავდროულად მინიმუმამდე იზრდებოდა მასა.
გრანიტის გამოყენების ერთ-ერთი ყველაზე დიდი რისკი წონა და დამუშავების სირთულეა. ჩვენმა გუნდმა გამოიყენა მოწინავე CAD მოდელირება ფუძის გეომეტრიის ოპტიმიზაციისთვის. ჩვენ შევიმუშავეთ შიდა ნეკნებიანი სტრუქტურები, რომლებიც მაქსიმალურად იზრდებოდა სიმტკიცე და ამავდროულად მინიმუმამდე იზრდებოდა მასა.
გარდა ამისა, ჩვენ განვახორციელეთ „კინემატიკური შეერთების“ დიზაინი. გრანიტის ფოლადის შასიზე პირდაპირ ჭანჭიკებით მიმაგრების ნაცვლად (რაც დაძაბულობას გადაიტანს), ჩვენ გამოვიყენეთ სამწერტილიანი სამონტაჟო სისტემა რეგულირებადი გასწორების ბალიშებით. ეს უზრუნველყოფდა, რომ გრანიტი სუფთა წონასწორობის მდგომარეობაში დარჩენილიყო, თავისუფალი გარე ძალებისგან, რომლებსაც შეეძლოთ დეფორმაციის გამოწვევა.
წარმოების პროცესი
ამ კომპონენტების შექმნას მიკრონის დონის წარმოების შესაძლებლობები სჭირდებოდა:
ამ კომპონენტების შექმნას მიკრონის დონის წარმოების შესაძლებლობები სჭირდებოდა:
- CNC ზუსტი დამუშავება: გრანიტის დასამუშავებლად გამოვიყენეთ ბრილიანტის წვერიანი ხელსაწყოები ±5 მიკრონის ტოლერანტობით.
- დამუშავება და გაპრიალება: ხაზოვანი ძრავების გადაადგილებისას განკუთვნილი სახელმძღვანელო არხები ხელით დამუშავებული იქნა 0.5 მიკრონ Ra-ზე ნაკლები ზედაპირის დასამუშავებლად. ამ ულტრაგლუვმა ზედაპირმა შეამცირა ხახუნი და სრიალის ფენომენი, რაც კიდევ უფრო აძლიერებდა მოძრაობის სტაბილურობას.
იმპლემენტაცია: პროტოტიპიდან წარმოებამდე
რისკის მინიმიზაციის მიზნით, გადასვლა ეტაპობრივად განხორციელდა. თავდაპირველად, კლიენტის კვლევისა და განვითარების ობიექტისთვის გრანიტის ბაზების პროტოტიპების ნაკრები მივაწოდეთ.
ფაზა 1: ვალიდაცია
კლიენტმა გრანიტის ბაზა სატესტო ერთეულში დაამონტაჟა. შედეგები მყისიერი იყო. თერმული დრიფტი ფოლადის საბაზისო ხაზთან შედარებით 60%-ზე მეტით შემცირდა. მანქანამ თავისი გასწორება გაცილებით დიდი ხნის განმავლობაში შეინარჩუნა.
კლიენტმა გრანიტის ბაზა სატესტო ერთეულში დაამონტაჟა. შედეგები მყისიერი იყო. თერმული დრიფტი ფოლადის საბაზისო ხაზთან შედარებით 60%-ზე მეტით შემცირდა. მანქანამ თავისი გასწორება გაცილებით დიდი ხნის განმავლობაში შეინარჩუნა.
ფაზა 2: ინტეგრაცია
მასალის ვალიდაციის შემდეგ, ჩვენ მათ პროგრამული უზრუნველყოფის გუნდთან ერთად ვიმუშავეთ დანადგარის კომპენსაციის ალგორითმების კორექტირებაზე. რადგან გრანიტის ფუძე ძალიან სტაბილური იყო, პროგრამულ უზრუნველყოფას აღარ სჭირდებოდა აგრესიული კორექტირების ფაქტორების გამოყენება, რომლებიც ადრე გამოთვლითი ჩამორჩენის წყარო იყო.
მასალის ვალიდაციის შემდეგ, ჩვენ მათ პროგრამული უზრუნველყოფის გუნდთან ერთად ვიმუშავეთ დანადგარის კომპენსაციის ალგორითმების კორექტირებაზე. რადგან გრანიტის ფუძე ძალიან სტაბილური იყო, პროგრამულ უზრუნველყოფას აღარ სჭირდებოდა აგრესიული კორექტირების ფაქტორების გამოყენება, რომლებიც ადრე გამოთვლითი ჩამორჩენის წყარო იყო.
ფაზა 3: სრული განლაგება
ჩვენ შევქმენით სპეციალური საწარმოო ხაზი მათი მასობრივი წარმოების ერთეულებისთვის გრანიტის კომპონენტების მიწოდებისთვის. ჩვენი ხარისხის კონტროლი უზრუნველყოფდა, რომ გაგზავნილი ყველა ბაზა იდენტური ყოფილიყო, რაც საშუალებას აძლევდა ორიგინალი მწარმოებლებს, მასშტაბირება გაეკეთებინათ წარმოების ცვლილებების გარეშე.
ჩვენ შევქმენით სპეციალური საწარმოო ხაზი მათი მასობრივი წარმოების ერთეულებისთვის გრანიტის კომპონენტების მიწოდებისთვის. ჩვენი ხარისხის კონტროლი უზრუნველყოფდა, რომ გაგზავნილი ყველა ბაზა იდენტური ყოფილიყო, რაც საშუალებას აძლევდა ორიგინალი მწარმოებლებს, მასშტაბირება გაეკეთებინათ წარმოების ცვლილებების გარეშე.
შედეგები: კალიბრაციის დროის 40%-ით შემცირება
მომხმარებლის ქარხნებში ექვსთვიანი საველე განლაგების შემდეგ, მონაცემებმა დაადასტურა პროექტის წარმატება. ზუსტი გრანიტის კომპონენტებზე გადასვლამ რაოდენობრივად გაზომვადი, მაღალი ზემოქმედების შედეგები გამოიღო.
რაოდენობრივი გაუმჯობესებები
| მეტრიკა | წინა (ფოლადის ბაზა) | ახალი (გრანიტის ბაზა) | გაუმჯობესება |
|---|---|---|---|
| კალიბრაციის სიხშირე | ყოველ 4 საათში | ყოველ 8 საათში | 50%-ით ნაკლებად ხშირი |
| კალიბრაციის ხანგრძლივობა | 25 წუთი | 15 წუთი | 40%-ით უფრო სწრაფი |
| მანქანის მუშაობის დრო | 92% | 96.5% | +4.5% ხელმისაწვდომობა |
| გამტარუნარიანობა | 100 ვაფლი/საათში | 104 ვაფლი/საათში | +4% გამომავალი |
„40%-იანი“ დაშლა
მთავარი მიღწევა — კალიბრაციის დროის 40%-ით შემცირება — ორი მექანიზმით იქნა მიღწეული:
მთავარი მიღწევა — კალიბრაციის დროის 40%-ით შემცირება — ორი მექანიზმით იქნა მიღწეული:
- უფრო სწრაფი დაწყნარების დრო: რადგან გრანიტი ვიბრაციებს ასე ეფექტურად ახშობდა, სენსორებს შეეძლოთ სტაბილიზაცია და მონაცემების აღება კალიბრაციის დროს გაცილებით სწრაფად. მანქანას არ უწევდა ვიბრაციების ჩაცხრობას „ლოდინი“.
- შემცირებული იტერაციები: ფოლადის ბაზებს ხშირად სჭირდებოდათ კალიბრაციის რამდენიმე გავლა პროცესის დროს თერმული დრეიფის გამო ზუსტი გასწორების მისაღწევად. გრანიტის ბაზა საკმარისად სტაბილური იყო, რომ კალიბრაცია პირველივე გავლაზე წარმატებით განხორციელდა.
ხარისხობრივი სარგებელი
ნედლი ციფრების გარდა, კლიენტმა მნიშვნელოვანი მეორადი სარგებელიც აღნიშნა:
ნედლი ციფრების გარდა, კლიენტმა მნიშვნელოვანი მეორადი სარგებელიც აღნიშნა:
- გაუმჯობესებული მოსავლიანობა: გრანიტის სტაბილურობამ შეამცირა გაზომვის ხმაური, რაც მცირე დეფექტების აღმოჩენის საშუალებას იძლეოდა, რამაც ჩიპების მწარმოებლებისთვის საერთო მოსავლიანობა გააუმჯობესა.
- დაბალი მოვლა-პატრონობა: გრანიტი არ იჟანგება და არ კოროდირდება. კლიენტმა აღნიშნა, რომ შემცირდა ფუძის კოროზიასთან ან სტრუქტურულ დეფორმაციასთან დაკავშირებული მოვლა-პატრონობის ზარები.
- მომხმარებელთა კმაყოფილება: საბოლოო მომხმარებლებმა (ქარხნულმა მწარმოებლებმა) აღნიშნეს უფრო მაღალი საიმედოობა, რაც აძლიერებს OEM-ის რეპუტაციას ბაზარზე.
დასკვნა: ზუსტი გრანიტის სტრატეგიული ღირებულება
ეს შემთხვევის შესწავლა აჩვენებს, რომ ნახევარგამტარული აღჭურვილობის კალიბრაცია არ არის მხოლოდ პროგრამული უზრუნველყოფის პრობლემა; ეს სტრუქტურული პრობლემაა. არასტაბილურობის ძირითადი მიზეზის - მანქანის ძირითადი მასალის - მოგვარებით, ჩვენ შევძელით ისეთი გაუმჯობესება, რომლის მიღწევაც მხოლოდ პროგრამული უზრუნველყოფით შეუძლებელი იყო.
20 წლის განმავლობაში ჩვენ ვეხმარებით მწარმოებლებს შესაძლო საზღვრების გაფართოებაში. ზუსტი გრანიტის კომპონენტების მიწოდებით, რომლებიც მოძრაობისა და გაზომვის საბოლოო საფუძველს წარმოადგენს, ჩვენ ჩვენს კლიენტებს საშუალებას ვაძლევთ მიაღწიონ უფრო მაღალ სიჩქარეს, უფრო მკაცრ ტოლერანტობას და უფრო მეტ ეფექტურობას.
გამოქვეყნების დრო: 2026 წლის 20 აპრილი